Le thermoformage est un procédé de fabrication très répandu qui consiste à chauffer une feuille de plastique jusqu’à ce qu’elle devienne souple, puis à la mouler sur un gabarit à l’aide d’une pression sous vide. Une fois que le plastique a refroidi et durci, il conserve la forme du gabarit, ce qui permet d’obtenir une pièce durable et fonctionnelle.
Ce procédé est largement utilisé dans des secteurs tels que l'emballage, l'automobile, les dispositifs médicaux et les biens de consommation, car il permet de produire des pièces détaillées et de haute qualité à des coûts d'outillage relativement faibles. Le thermoformage sous vide est idéal tant pour le prototypage que pour la fabrication à grande échelle, mais pour obtenir les meilleurs résultats, il est essentiel de mener une réflexion approfondie sur la conception afin de garantir que le produit final soit solide, précis et esthétique.
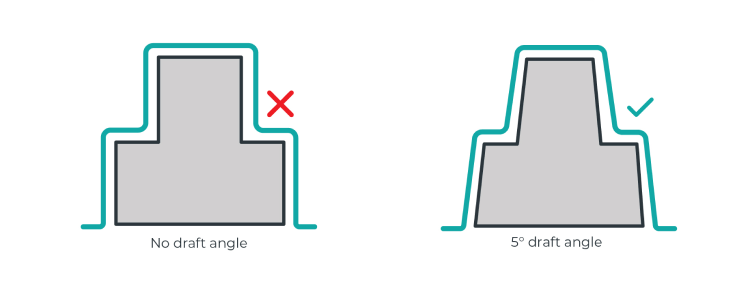
Prévoyez des angles de dépouille pour faciliter le démoulage
Les angles de dépouille constituent un élément essentiel de la conception en thermoformage. Il s'agit de légères inclinaisons ajoutées aux parois verticales afin de faciliter le démoulage de la pièce formée. Sans angle de dépouille, le plastique risquerait de rester collé, ce qui rendrait le démoulage difficile, voire endommagerait la pièce.
La fabrication de gabarits comportant des angles de dépouille est particulièrement adaptée à des technologies telles que l'impression 3D ou le fraisage CNC. Cependant, lorsque l'on utilise des méthodes telles que la découpe au laser, il n'est pas possible de réaliser des angles de dépouille traditionnels. Dans ces cas-là, vous pouvez concevoir le gabarit avec un plan incliné divisé en plusieurs petits paliers plutôt qu'en une seule paroi verticale continue.
Astuces
- Il est recommandé d'utiliser un angle de dépouille compris entre 3 et 5 degrés pour garantir un démoulage en douceur.
- Pour les moules plus profonds ou plus complexes, un angle de dépouille plus important peut s'avérer nécessaire.
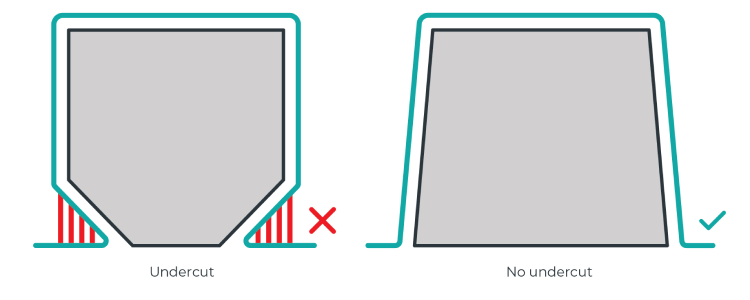
Réduire au minimum les contre-dépouilles
Les contre-dépouilles sont des éléments qui empêchent un moulage de se démouler facilement. Elles peuvent compliquer le processus de moulage et nécessiter l'utilisation de moules en plusieurs parties ou d'outillage supplémentaire.
Astuces
- Réduire au minimum ou éliminer les contre-dépouilles pour obtenir des moules plus simples et plus économiques.
- Si votre conception nécessite des contre-dépouilles, pensez à créer un gabarit composé de plusieurs éléments rainurés afin de faciliter le démoulage de la pièce moulée.
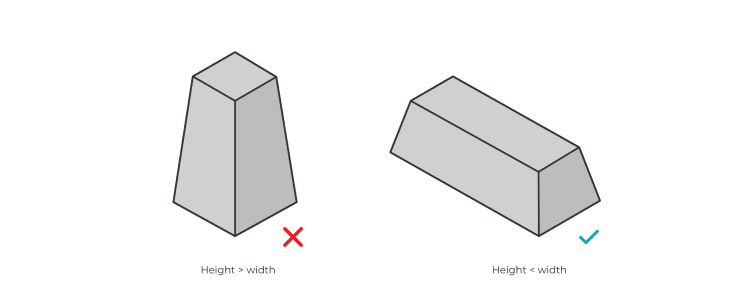
Rapport largeur/hauteur
Dans le processus de formage sous vide, le rapport hauteur/largeur (également appelé rapport d'étirement ou rapport de profondeur de formage) doit être correctement contrôlé afin de garantir la qualité du formage, d'éviter que le matériau ne se déchire ou ne se déforme, et de faciliter le démoulage.
Astuces
- La hauteur ne doit pas dépasser 2 à 3 fois la largeur afin d'éviter un amincissement excessif ou des déchirures.
- Moules peu profonds (faible hauteur) :
- Idéal pour les matériaux épais ou rigides présentant une déformation minimale.
- Convient pour des applications telles que les plateaux, les panneaux et autres produits similaires.
- Moules profonds (plus hauts) :
- Il faut utiliser des matériaux plus fins et plus extensibles pour éviter un amincissement excessif.
Optimisez la circulation de l'air grâce aux orifices d'aération
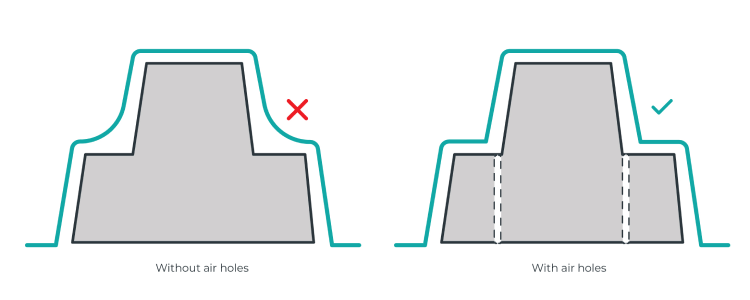
Une bonne circulation de l'air à travers un gabarit de moulage joue un rôle crucial dans l'obtention de pièces de haute qualité et riches en détails. En ajoutant des trous d'aération à des endroits stratégiques, vous pouvez améliorer la précision du moulage, éviter la formation de poches d'air et garantir une répartition homogène de la matière plastique pendant le processus de moulage.
Pourquoi les trous d'aération sont-ils importants ?
Lors du formage sous vide, de l'air peut rester emprisonné dans les cavités ou les angles vifs du moule, ce qui peut entraîner la formation de bulles, des déformations ou un formage incomplet. L'intégration d'orifices d'aération permet d'évacuer l'air emprisonné, ce qui permet à la feuille de plastique de se mouler en douceur contre le moule et de reproduire les détails fins avec précision.
Astuces
- Ciblez les cavités et les arêtes vives. Si votre gabarit comporte des creux profonds, des paliers marqués ou des détails complexes, placez des trous d'aération près des bords et des angles afin de guider efficacement l'écoulement du plastique.
- Prévoyez des trous petits et discrets. Les trous d'aération doivent être suffisamment petits pour passer inaperçus sur la pièce finie, tout en permettant d'évacuer efficacement l'air emprisonné. Un diamètre de 0,5 mm est généralement idéal.
- Espacez-les avec parcimonie. Une utilisation excessive des trous d'aération peut affaiblir le moule ou laisser des marques indésirables sur le produit fini. Privilégiez plutôt un placement stratégique près des zones sensibles.
Dimensions recommandées pour les trous d'aération selon les différentes méthodes de fabrication
| Procédé de fabrication |
Dimensions et forme recommandées pour les trous d'aération |
| Impression 3D SLA |
Orifice d'aération conique de 0,5 mm de diamètre |
| Impression 3D par FDM |
Diamètre minimum de 0,5 mm, voire plus si nécessaire en fonction de la résolution de l'imprimante |
| Impression 3D SLS |
Aucun orifice d'aération n'est nécessaire (le matériau est naturellement poreux) |
Profondeur de la cavité dans votre gabarit de formage
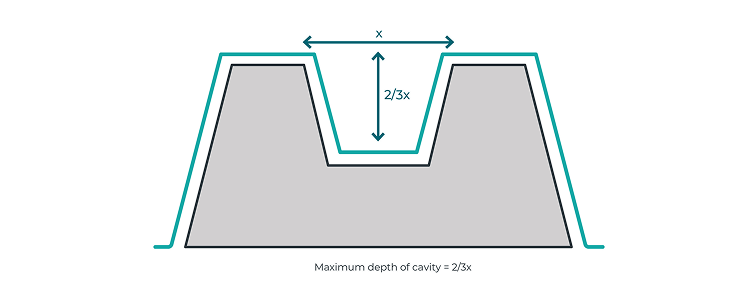
Lorsqu'une feuille de plastique est moulée en une forme 3D, sa surface augmente et son épaisseur diminue. Cependant, selon les modèles utilisés, le degré d'amincissement de la feuille varie. Par exemple, si un modèle double la surface de la feuille de plastique, son épaisseur moyenne sera réduite de moitié. Il est également important de noter que l'épaisseur est rarement uniforme sur l'ensemble de la pièce, ce qui signifie que certaines zones peuvent s'avérer plus épaisses que d'autres.
Le rapport d'amincissement de la tôle revêt une importance particulière lorsque le gabarit comporte une cavité. Dans ce cas, la profondeur de la cavité ne doit pas dépasser les deux tiers de la largeur de son ouverture. Le non-respect de ce rapport augmente le risque d'obtenir une pièce dont les parois sont trop minces, ce qui peut nuire à sa qualité.
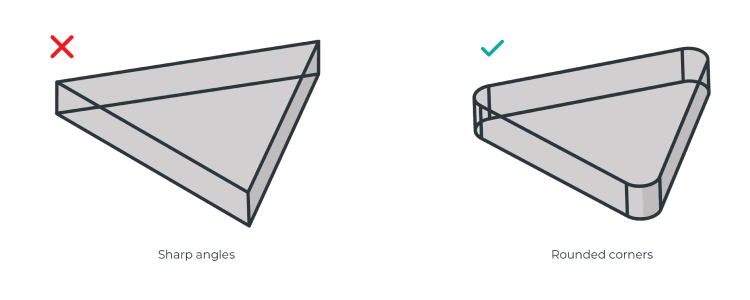
Évitez les angles vifs
Le formage sous vide n'est pas toujours la solution idéale pour les gabarits présentant des angles aigus, en particulier ceux inférieurs à 90°. Les angles vifs verticaux, associés à des angles de dépouille limités, augmentent le risque que la feuille de plastique se déchire ou forme des plis pendant le processus de formage. Pour éviter cela et améliorer la qualité de la pièce, veillez à ce que tous les angles et bords du gabarit soient arrondis.
Astuces
- Les arêtes vives peuvent provoquer un étirement excessif et une concentration des contraintes, ce qui peut entraîner des déchirures.
- Rayon de courbure recommandé (R) d'au moins 3 à 5 mm, en fonction du matériau.
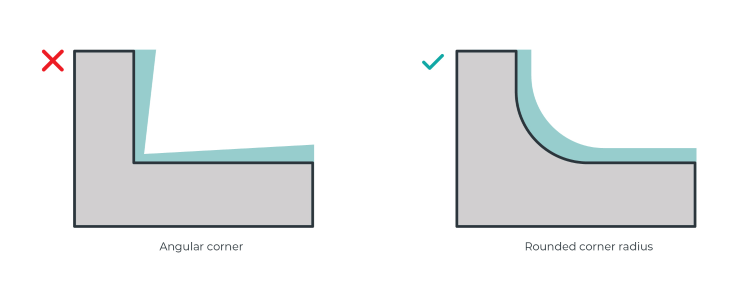
Rayon des angles et flux de matière
Lors du formage sous vide, la feuille chauffée épouse progressivement la forme du gabarit, puis refroidit et se solidifie sur place. À mesure que le matériau s'approche des angles, il a tendance à s'amincir.
Pour garantir une épaisseur homogène et améliorer l'intégrité structurelle de la pièce, il est important d'arrondir les angles et les arêtes. Un rayon d'arrondi permet d'assurer un écoulement régulier du matériau, réduisant ainsi le risque de zones fragiles ou irrégulières dans la pièce finale.
La texture de la surface du gabarit
Les pièces thermoformées peuvent reproduire la texture de surface du modèle, même si celle-ci n'est pas immédiatement visible. Il s'agit d'un aspect important à prendre en compte lors de la phase de conception. Si vous visez une surface lisse, vous devrez peut-être effectuer un traitement de finition sur votre modèle pour obtenir le résultat souhaité.
L'ampleur du post-traitement nécessaire dépendra de la technologie de fabrication des gabarits utilisée. Par exemple, l'impression 3D par FDM (modélisation par dépôt de matière) donne généralement lieu à des lignes de couche plus visibles que les gabarits créés par impression 3D SLA (stéréolithographie).
Positionnement des gabarits et prévention de la formation de plis
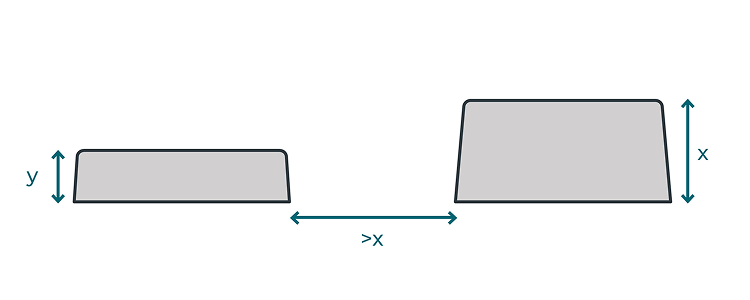
Lorsque plusieurs gabarits ou éléments de conception sont placés très près les uns des autres, un effet de « maillage » peut se produire pendant le processus de thermoformage sous vide. Pour éviter cela, il est important de laisser un espace supérieur à la hauteur de l'élément le plus haut de votre gabarit.
Cette recommandation est particulièrement importante pour les moules mâles, où les nervures peuvent avoir un impact négatif sur la pièce finale. En revanche, dans les gabarits femelles, les nervures ont un impact moindre, car elles se trouvent à l'intérieur et n'affectent donc pas la pièce finale.
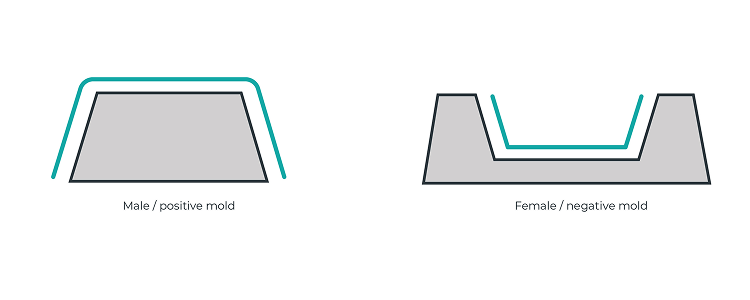
Modèles masculins vs féminins
Le formage sous pression utilise des gabarits mâles ou femelles selon le type de pièce à fabriquer. C'est la face du matériau en contact avec la surface de l'outil qui présente la plus grande régularité dimensionnelle ; il est donc important de définir la pièce en se basant sur la face du matériau qui sera en contact avec le gabarit.
- Les modèles mâles présentent des formes positives ou convexes.
- Les matrices femelles ont des formes concaves.
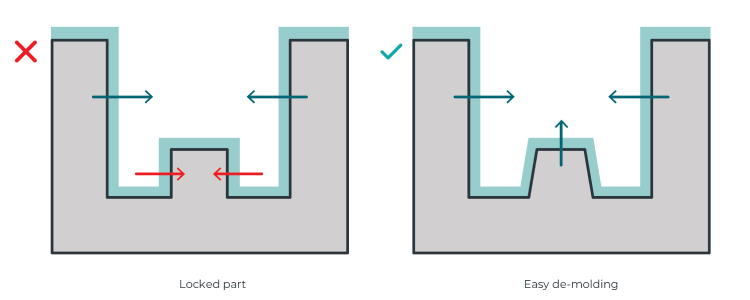
Conception tenant compte du retrait
Pendant le refroidissement, les bords peuvent se détacher, mais les pièces internes risquent de rester coincées. Pour éviter cela, prévoyez des angles de dépouille sur tous les éléments de conception susceptibles de se bloquer pendant le refroidissement.
Le schéma ci-dessous illustre le sens du retrait lors du refroidissement : les zones en vert se détendront, tandis que celles en rouge risquent de rester bloquées.
Choisir la machine de formage sous vide adaptée à votre projet
Maintenant que vous savez comment concevoir de bons moules, le choix d'une machine de thermoformage adaptée est la prochaine étape pour obtenir des résultats de grande qualité.
MY YARD propose des machines de thermoformage complètes et tout-en-un, adaptées aussi bien aux débutants qu'aux professionnels. Chaque machine de thermoformage MY YARD est équipée d'une pompe à vide intégrée, ce qui rend inutile l'utilisation d'une pompe externe ou d'un aspirateur. Grâce à leurs éléments chauffants de haute qualité, les machines de thermoformage MY YARD chauffent les feuilles de matériau rapidement et uniformément.
Que vous soyez novice en matière de thermoformage ou que vous soyez encore en phase d'apprentissage, les machines de thermoformage MY YARD vous faciliteront la tâche grâce à leur interface conviviale et à leur base de données de matériaux intégrée. Vous trouverez toujours les paramètres de formage adaptés à chaque projet.
Cet article a été initialement publié sur myyardtech.eu.